

Most expensive block clamp problems begin before production: incomplete load data, an assumption about the forklift or a quotation compared on one headline number.
The equipment may arrive on time and still create installation work, product damage or reduced capacity.
Most costly errors occur when the forklift attachment is ordered before the complete pack, truck and duty-cycle data is known.
These are the mistakes experienced buyers remove from the enquiry and approval process.

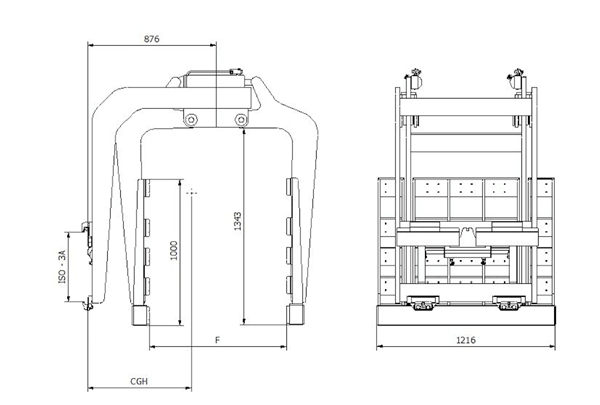
Watch a ForkFocus Block Clamp in Operation
See how a purpose-built block clamp controls masonry loads in a real ForkFocus operating demonstration.
Most block clamp problems begin before production.
The wrong information is supplied, an important operating condition is omitted, or two quotations are compared as if every block clamp with the same rated capacity were identical.
The following mistakes can lead to installation delays, damaged loads, unstable handling and costly rework.
Mistake 1: Selecting by Forklift Capacity Alone
For a broader specification checklist, review our forklift attachment buying guide.
A 3-ton forklift does not automatically accept every 3-ton block clamp.
Block clamp weight and thickness move the combined center of gravity forward and reduce the capacity available at the load.
The correct check uses the actual load weight, load center, block clamp mass, lost load center and forklift data.
If the modification affects capacity or safe operation, follow the truck manufacturer’s approval and nameplate requirements for the operating market.
**Solution:** Ask the supplier for block clamp weight and geometry, then confirm residual capacity before ordering—not after installation.
Mistake 2: Giving Only the Maximum Load Size
Nonstandard packs may require custom forklift attachment engineering before production.
A clamp or fork-positioning block clamp must work across the complete operating range.
Supplying only the largest load can result in arms that cannot close far enough for the smallest load.
**Solution:** Provide minimum and maximum load width or diameter, plus the most common size.
Include any irregular shapes or offset centers of gravity.
| Required load data | What it prevents |
|---|---|
| Minimum and maximum dimensions | Incorrect opening or closing range |
| Minimum and maximum weight | Over-clamping light loads or under-sizing heavy loads |
| Load center | Unexpected capacity loss |
| Packaging/contact material | Marks, punctures and slipping |
| Photos from multiple sides | Wrong arm or contact-pad shape |
Mistake 3: Ignoring Packaging and Contact-Surface Material
Demanding masonry packs should also be compared with our heavy-load attachment solutions.
The block clamp touches the outer block faces, banding or protective wrap.
Rough hollow blocks, sealed pavers, split-face architectural units and wet outdoor packs react differently to pressure and friction.
A pad that grips rough standard blocks may scuff a decorative finish.
A smooth pad may creep on dusty or wet product, while an aggressive surface can chip edges when contact is concentrated.
**Solution:** State the outer packaging material, surface softness, moisture condition and whether visible marks are acceptable.
ForkFocus can then select or customize the contact pad and review the required force distribution.
Mistake 4: Treating Hydraulic Details as an Installation Issue
Several avoidable specification errors are covered in our forklift attachment mistakes guide.
Hydraulic pressure, flow and number of functions directly affect block clamp speed, force and controllability.
They cannot be left until the block clamp arrives.
Low supply pressure can cause a clamp to slip, while excessive pressure can damage the load or seals.
Incorrect flow can make movements too slow or difficult to control.
**Solution:** Confirm truck pressure, flow, auxiliary functions, hose routing and connector type before production.
Where required, specify pressure control, sequence valves or additional hydraulic circuits.
Mistake 5: Comparing Quotations by Rated Capacity Only
Use our attachment efficiency guide when measuring cycle-time and fleet results.
Two block clamps described as “2,500 kg block clamps” may have different weight, opening range, arm dimensions, mounting class, hydraulic requirements, visibility, contact pads and service support.
**Solution:** Compare quotations line by line using the same technical schedule.
Require a drawing and clearly marked exclusions before approving production.
Mistake 6: Forgetting the Real Duty Cycle
Warehouse teams can apply these warehouse attachment tips during route and staging reviews.
A block clamp used ten times per day has different durability and heat-management requirements from one operating continuously across three shifts.
Dust, salt, moisture, cold storage, heat and corrosive materials also affect seals, surface treatment, bearings and lubrication.
**Solution:** State cycles per hour, shifts per day and environmental conditions.
Specify the application, not merely the load.
Mistake 7: Skipping Installation and Operator Planning
Operator training should also follow these attachment safety practices.
Even a correctly manufactured block clamp can be used incorrectly if the mounting, hose routing, function labels or operator training are incomplete.
Operators must understand the changed visibility, capacity, load center and controls.
The block clamp should be included in pre-shift inspections, including checks for leaks, cracks, deformation, damaged hoses and abnormal movement.
**Solution:** Prepare installation instructions, updated capacity information, control identification and block clamp-specific operator training before the equipment enters service.
Mistake 8: Buying Without a Spare-Parts Plan
A small worn seal, hose, wear pad or bearing can stop an otherwise productive block clamp.
Waiting until failure to identify part numbers extends downtime.
**Solution:** Obtain the parts manual with the block clamp and identify recommended commissioning and wear parts.
For remote locations or high-duty operations, hold a practical seal and wear-parts kit.
ForkFocus Pre-Order Matching Checklist
Before production, ForkFocus can review:
- Forklift model, serial number, capacity and carriage class
- Block clamp functions and installation interface
- Load dimensions, weight, center of gravity and opening range
- Packaging material and permitted surface pressure
- Hydraulic pressure, flow and hose arrangement
- Duty cycle and operating environment
- Drawings, test requirements and spare-parts needs
This process is designed to ensure the customer receives the correct block clamp and can install it correctly on the intended forklift.
Mistake 9: Assuming Every Masonry Pack Can Be Clamped
Loose layers, broken outer units, insufficient product strength or a pack with no continuous contact face may be unsuitable for direct clamping.
More hydraulic pressure does not convert an unstable pack into a safe one.
Define acceptance and rejection criteria with production and operations.
If only certain SKUs are clamp-compatible, keep a pallet or alternative handling method for the exceptions.
Mistake 10: Ignoring Moisture, Dust and Surface Finish
A trial on clean, dry blocks may not represent an outdoor yard.
Water, concrete dust, sealers and ice can change friction.
Decorative surfaces may also show marks that would be irrelevant on standard construction blocks.
Provide worst-case surface information and agree on the pad and pressure range accordingly.
If seasonal conditions are severe, commissioning should include representative loads rather than one ideal pack.
Read the Warning Signs After Installation
Repeated corner chips suggest poor contact location, excessive pressure or an unstable outer layer.
Pack creep may indicate insufficient friction, pressure loss, contamination or dynamic travel forces.
Uneven arm movement points to hydraulic, wear or alignment issues.
Hose heat or abrupt motion can indicate flow mismatch.
Do not correct every symptom by raising pressure.
Record the product, setting, surface condition and route, then inspect the mechanical and hydraulic system before changing the approved specification.
The Application Data That Prevents a Wrong Specification
A reliable recommendation starts with the complete pack range, not one convenient sample.
ForkFocus asks for minimum, typical and maximum pack length, width, height and weight; the block or brick type; the layer pattern; banding or wrapping; and clear photographs from several sides.
We also need to know whether the contact faces are smooth, ribbed, dusty, wet, sealed or easily marked.
These details determine opening range, arm height, pad texture, usable contact area and the force window needed to hold the pack without crushing corners.
The forklift data is equally important.
Make, model, rated capacity, standard load center, mast, carriage class, available hydraulic functions, pressure, flow and hose arrangement should be confirmed before production.
A block clamp adds weight and moves the load forward, so the truck manufacturer or other authorized party must verify the final capacity configuration and update the capacity information as required by local rules.
Finally, describe the real route: pickup position, stacking height, aisle width, floor condition, trailer loading, gradients, outdoor exposure, cycles per hour and shifts per day.
A short handling video often reveals alignment, visibility or pack-consistency issues that dimensions alone cannot show.
Compare the Cost of Prevention with the Cost of Correction
A drawing review, capacity check and representative-load test cost little compared with field fabrication, emergency airfreight for parts, damaged stock or a forklift waiting for a hydraulic conversion.
Procurement should include these risk controls in the quotation comparison.
The lowest purchase price becomes expensive when essential pads, valves, hoses, mounting changes, documentation or spare parts are excluded.
How ForkFocus Turns the Data into a Working Solution
ForkFocus treats a block clamp order as an application-matching project.
Our team reviews the load and truck data, resolves missing information and prepares a general arrangement drawing showing the mounting interface, opening range, arm and pad geometry, overall dimensions and attachment weight.
The drawing gives procurement, operations and maintenance one technical reference before production begins.
Engineering review continues through production and testing.
Mounting, hydraulic movement, synchronization, dimensional range, hose routing and agreed functional requirements are checked before shipment.
This approach cannot replace correct installation or operator training at the destination, but it removes many avoidable errors before the equipment leaves the factory.
In Conclusion
The most costly block clamp mistakes are choosing by capacity alone, omitting the full pack range, ignoring contact surfaces, assuming hydraulic compatibility and skipping installation or maintenance planning.
ForkFocus reduces those risks by reviewing the application, confirming the interface, preparing drawings and testing the agreed functions before shipment.